C O S T O S O Forum
Unfortunately no one can be told what FluxBB is - you have to see it for yourself.
Vous n'êtes pas identifié(e).
- Contributions : Récentes | Sans réponse
Pages : 1


#3 2023-12-11 22:49:33
Re : soudé une scie a ruban soudeuse micro onde
https://www.youtube.com/shorts/vxwPQ26EyOs
gracias a los railes metalicos de los cajones !
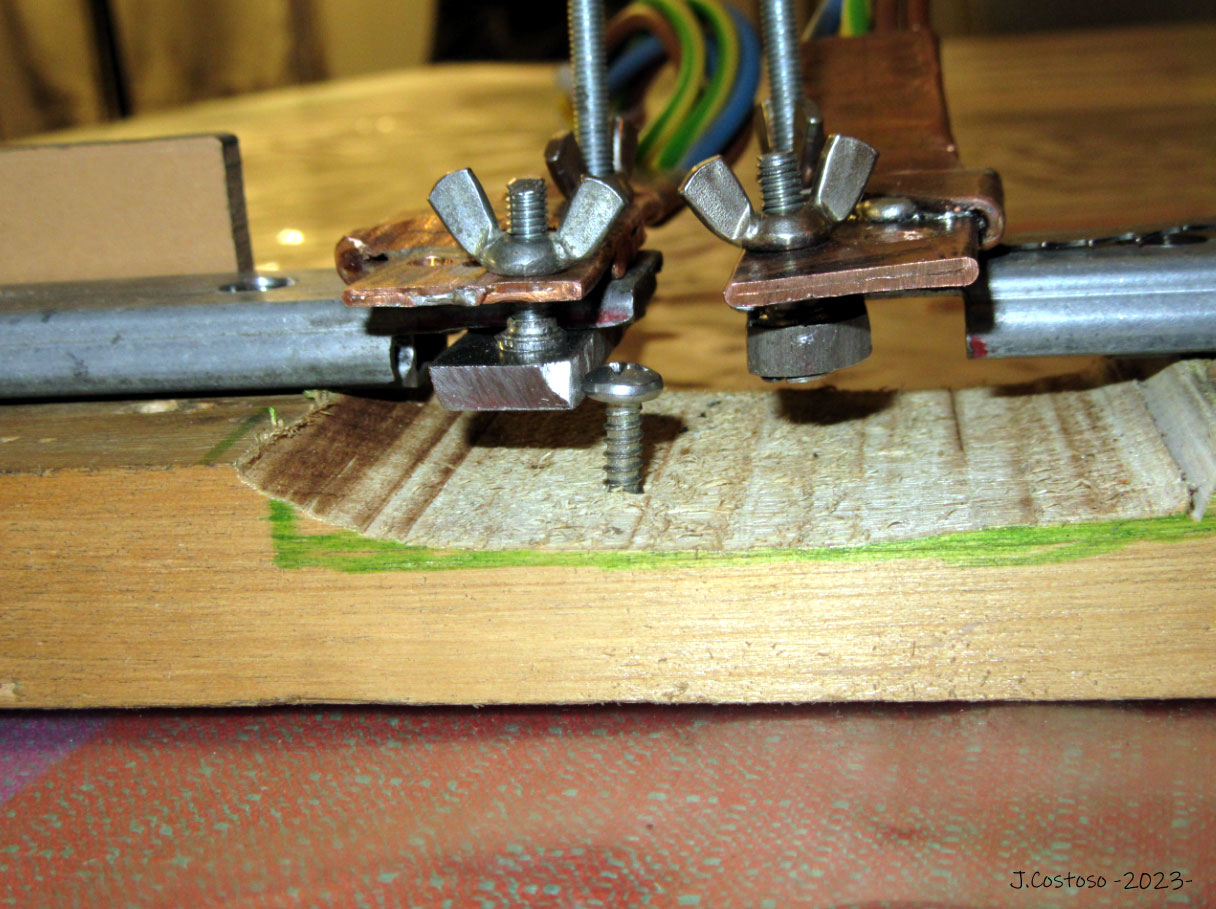
y a los imanes ! ( son los cubitos cuadrados que puedes ver en la foto y son fuertes y permiten alinear con la precision necesaria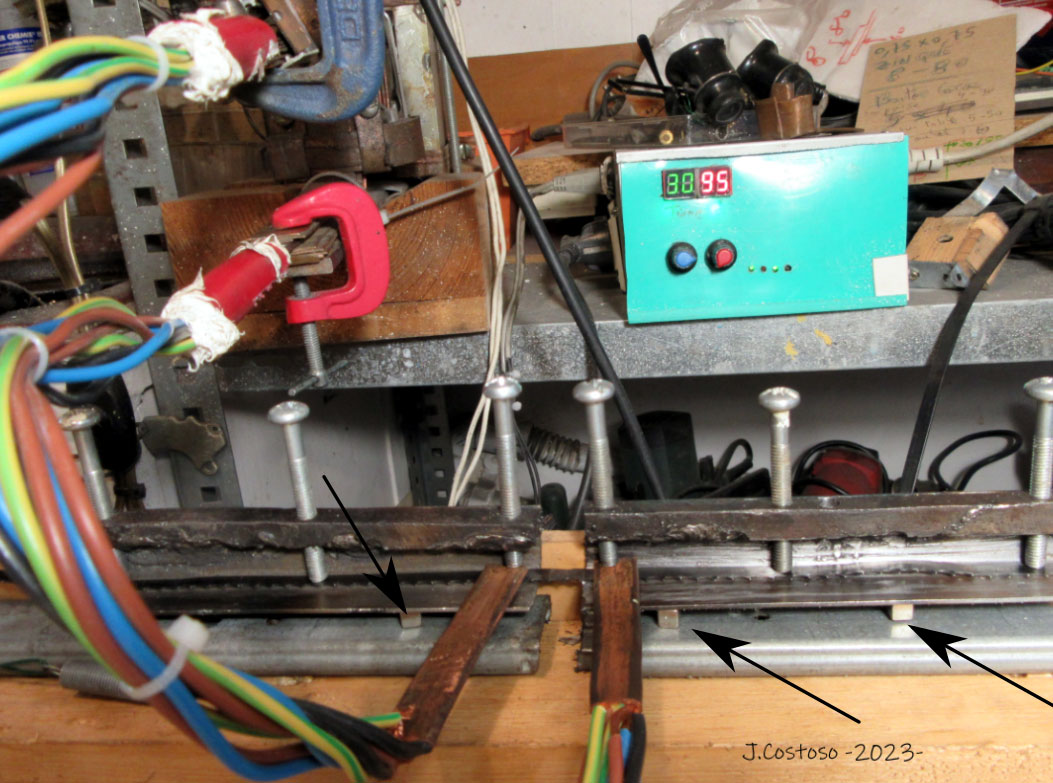
14 36 51: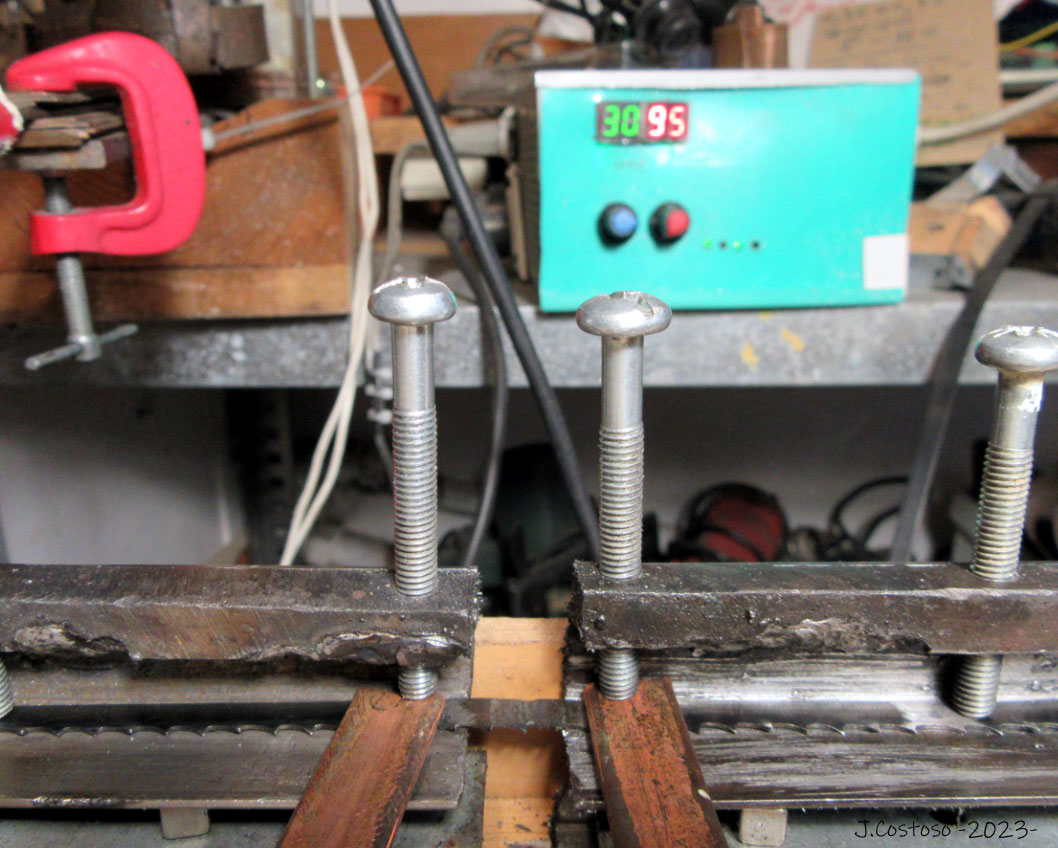

Hors ligne
#4 2023-12-14 20:47:20
Re : soudé une scie a ruban soudeuse micro onde
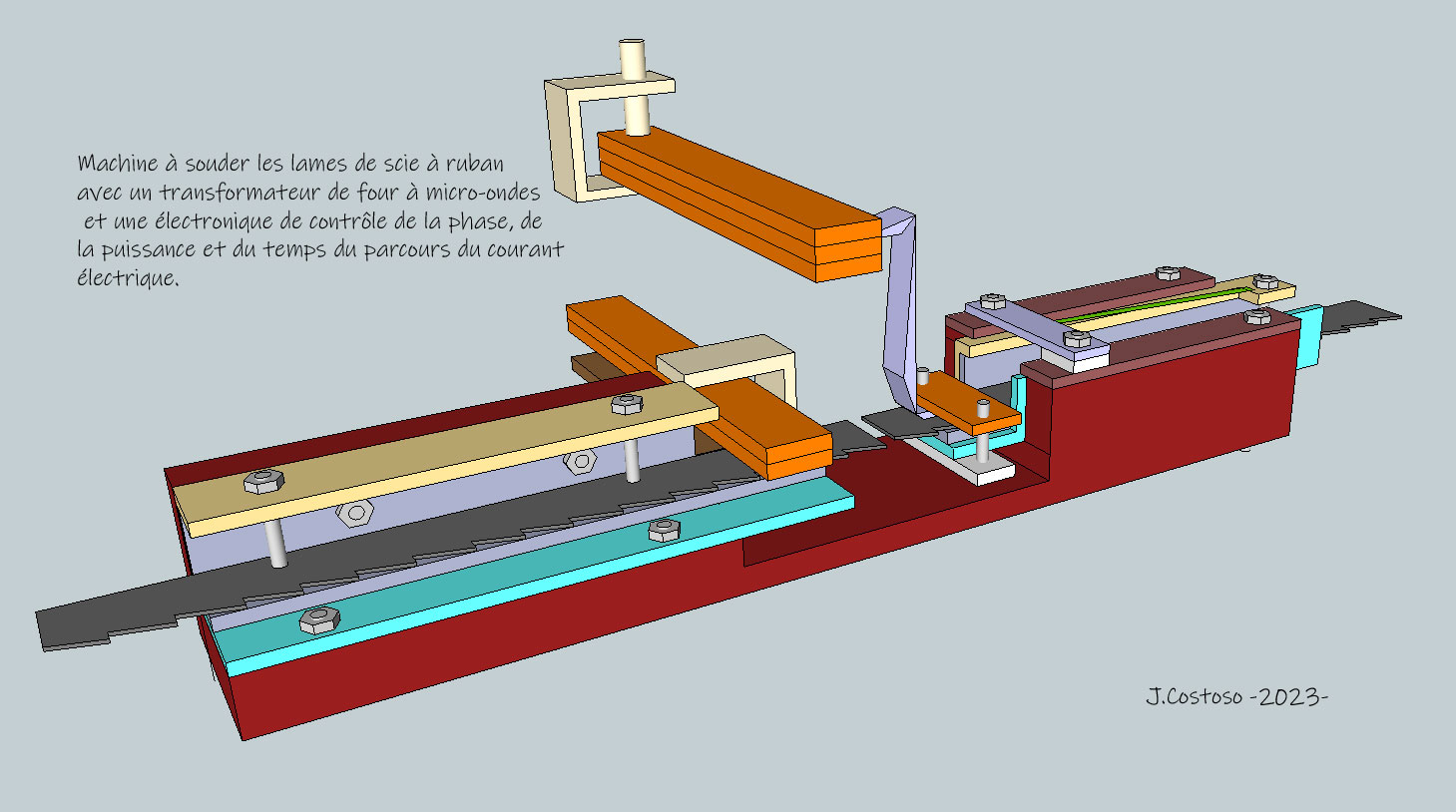
Version 2 :
mucho más sencilla ;
los imanes realizan la lineatura de la sierra :
un muelle para cuando funde se solden las dos partes
Y finalmente, lo más complicado es la toma de corriente :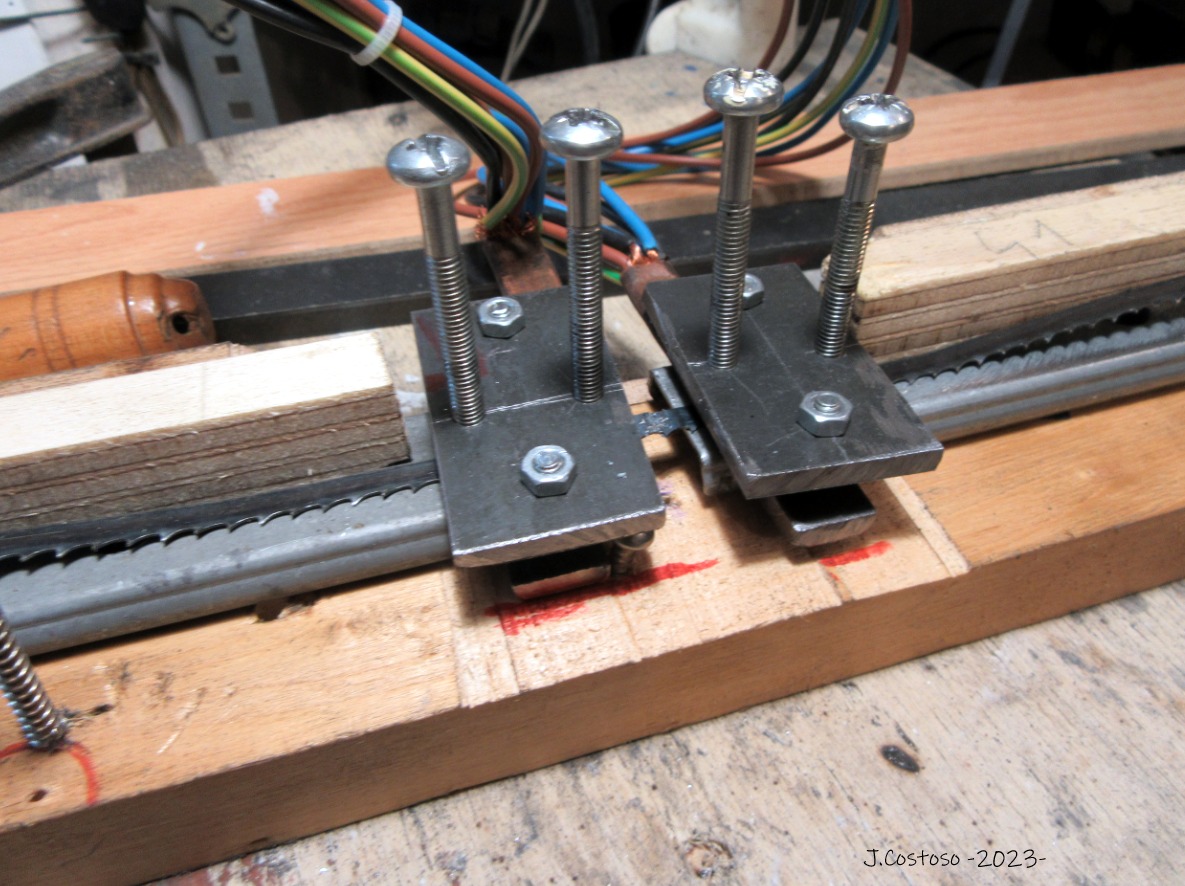
Hors ligne
#5 2023-12-19 11:12:51
Re : soudé une scie a ruban soudeuse micro onde
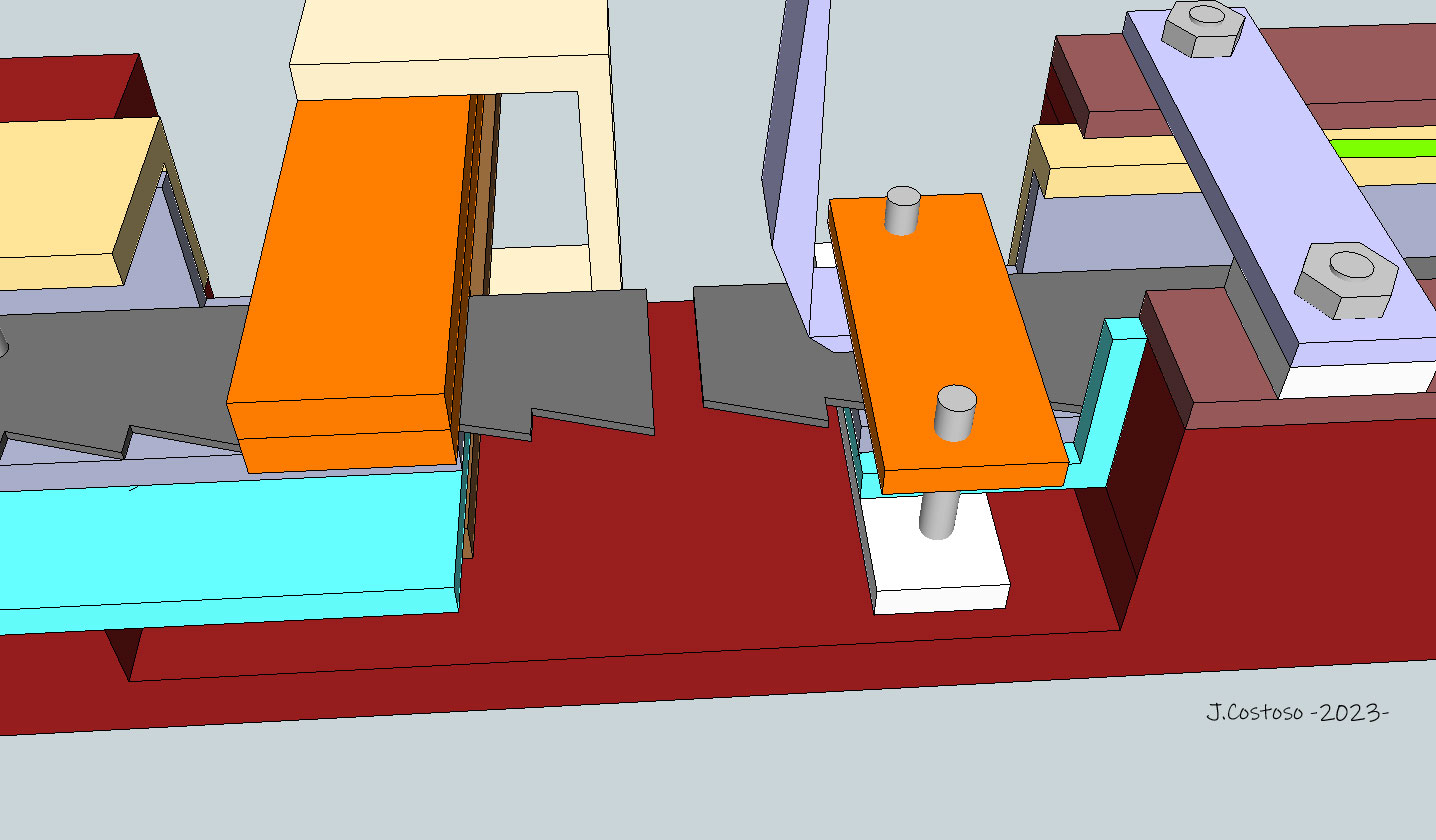
La version 3
consiste à modifier les rails :
1 - réduire la taille des rails inférieurs pour réduire le jeu vertical en rapprochant les roulements des rails du bord, ainsi il faut couper une partie de chaque rail.
Les deux morceaux de lames ne superposent plus et sont facilement soudables.
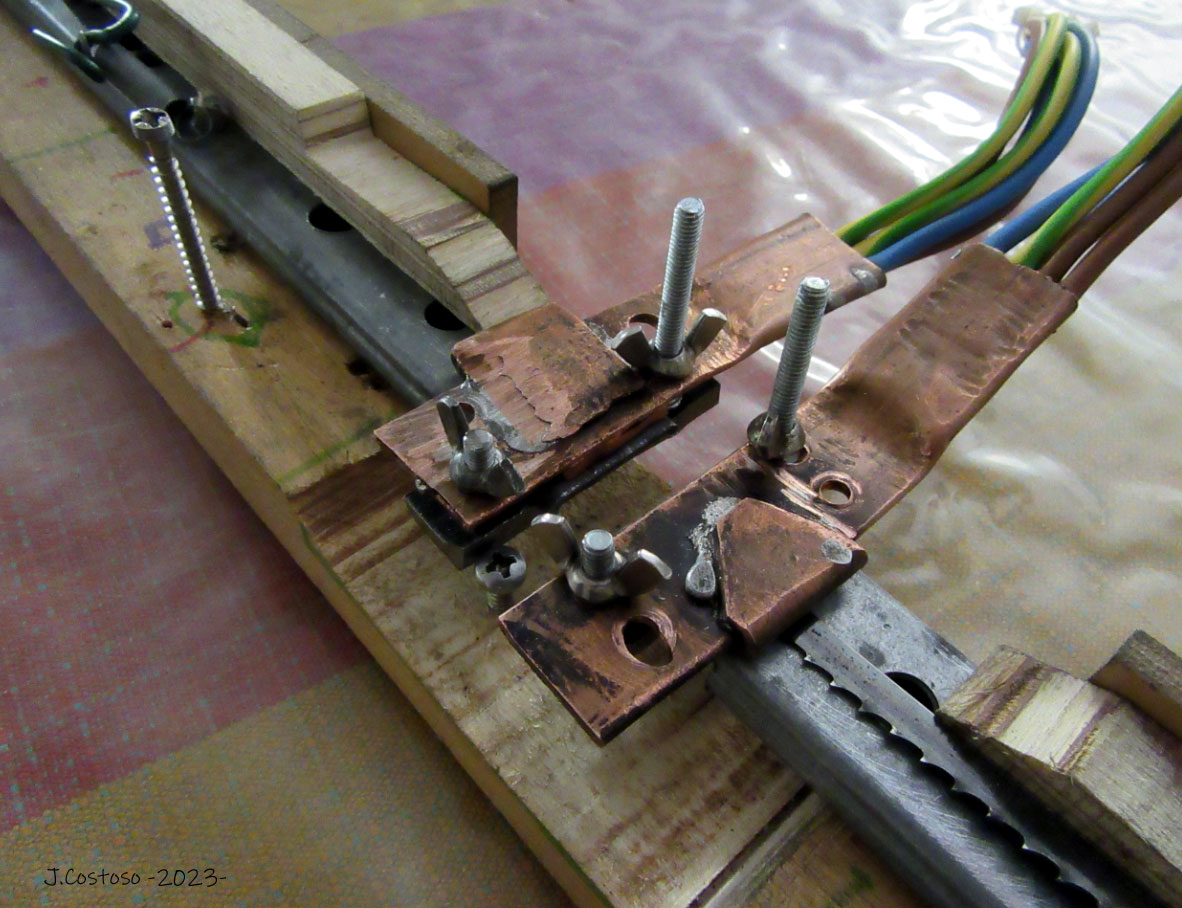
2 - les brides ont été modifiés
3 - le ressort du rail de pression doit être bien tendu
4 - le rail de pression doit être maintenu par pression de contact de l’autre rail (avec la lame prête à être soudé) à un millimètre de la buté de retour.
La puissance de la soudure doit être réalisée par essai en fonction de la puissance du transformateur et du réglage du système électronique. une fois la soudure réalisée il faut réduire la puissance via l'électronique et faire un détrempage de la lame en la chauffant au rouge quelques instants .
Attention : même en faisant un bon trempage la lame reste fragile donc il faut la démonter du système avec précaution et avec un chalumeau de plombier réaliser une détrempe sur plusieurs centimètres autour de la soudure puis ensuite enlever les bavures avec un meule miniature et voilà.
Hors ligne
#6 2023-12-20 21:08:51
Re : soudé une scie a ruban soudeuse micro onde
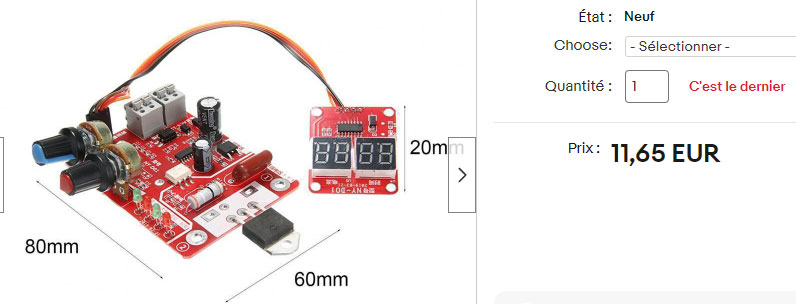
La version 4 consiste à :
1 - Contrôler les rails et les jeux verticaux et horizontaux afin que les deux bout coincide parfaitement.
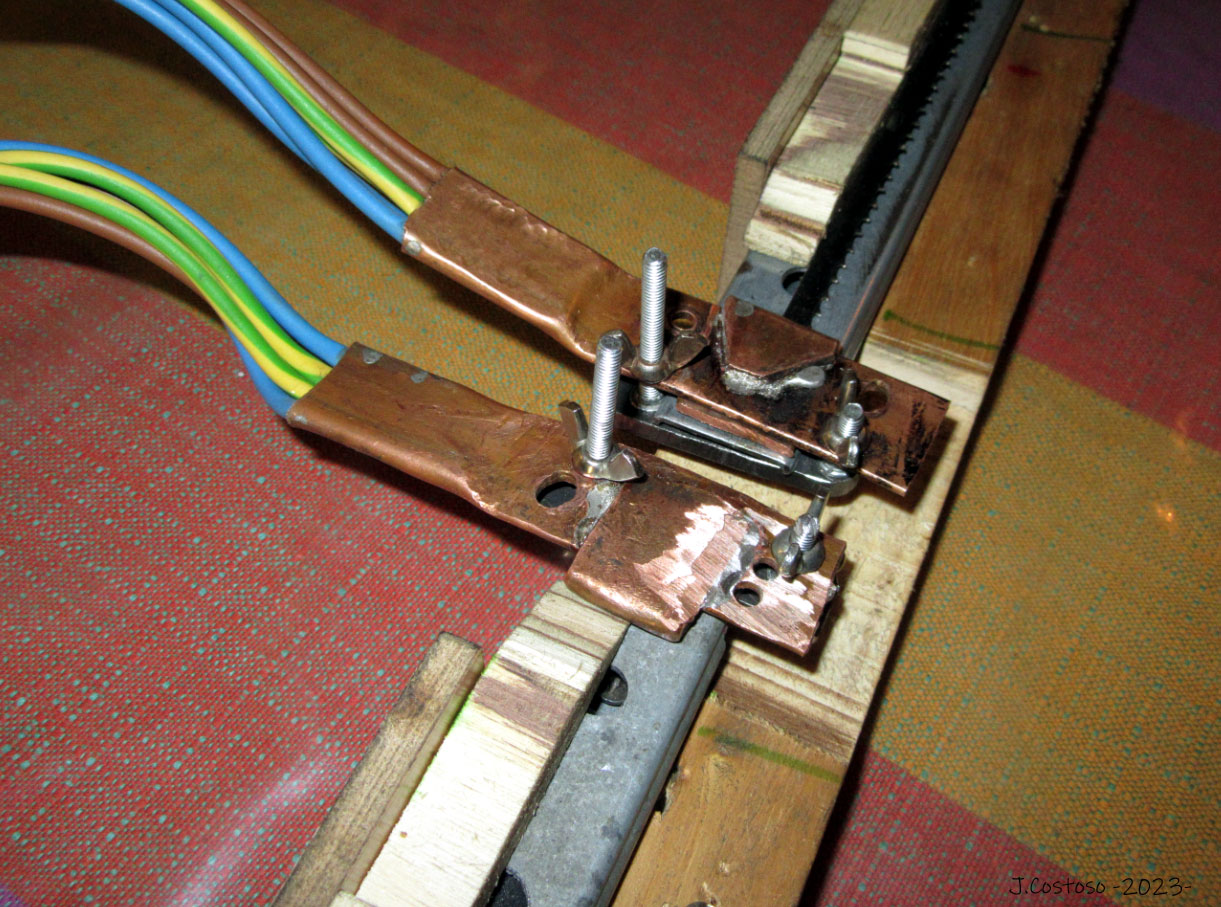
2 - Les brides ont été modifiées afin que le courant électrique ait une préférence de circulation vers la lame et afin que les deux bout coincide parfaitement verticalement (sur y).
3 - Le ressort du rail de pression est très tendu.
4 - Le mouvement de rappel juste avant la soudure ne doit pas être plus de 0,6 mm.
5 - Exemple lors d'une soudure :
a : Si les deux parties de la lame se superposent, c'est une soudure ratée.
b : Une fois la soudure réussie (moins de 0,6 mm de retour de ressort), une puissance de 95 % pendant 30 millisecondes.
c : Faire un recuit à 70 % puissance pendant 30 millisecondes, appuyer le bouton de courant plusieurs fois jusqu'a la couleur rouge.
d : Défaire le montage pour libérer la lame avec précaution.
e : Monter la lame dans le support dédié au recuit par chalumeau de plombier.
f : Faire le 'vrai recuit' au chalumeau de plombier.
g : Ébavurer avec une mini-meuleuse.
Voilà, la lame est de nouveau opérationnelle.
Hors ligne
#7 2023-12-22 18:03:15
Re : soudé une scie a ruban soudeuse micro onde
Hors ligne
#8 2023-12-25 15:54:15
Re : soudé une scie a ruban soudeuse micro onde
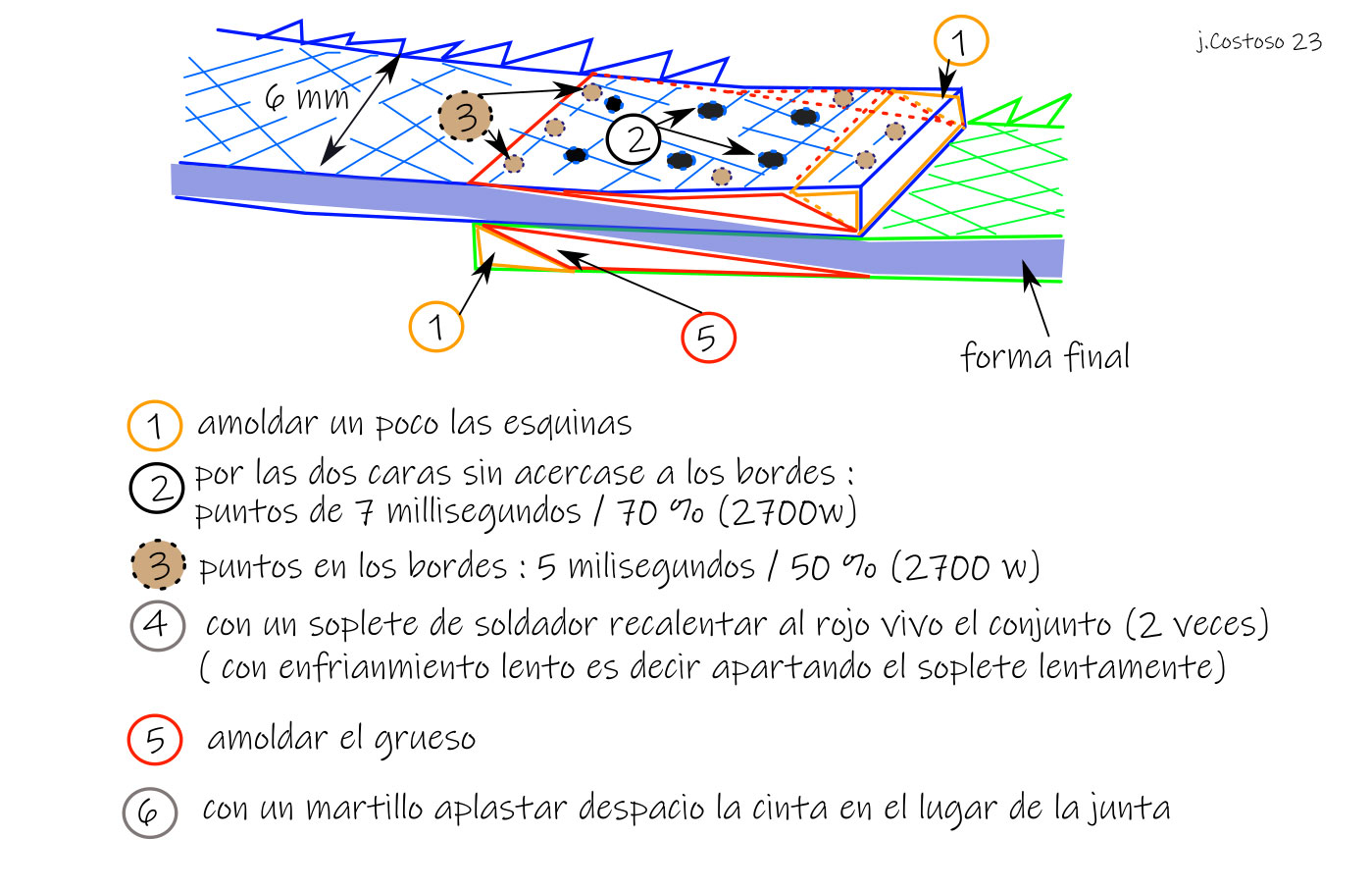
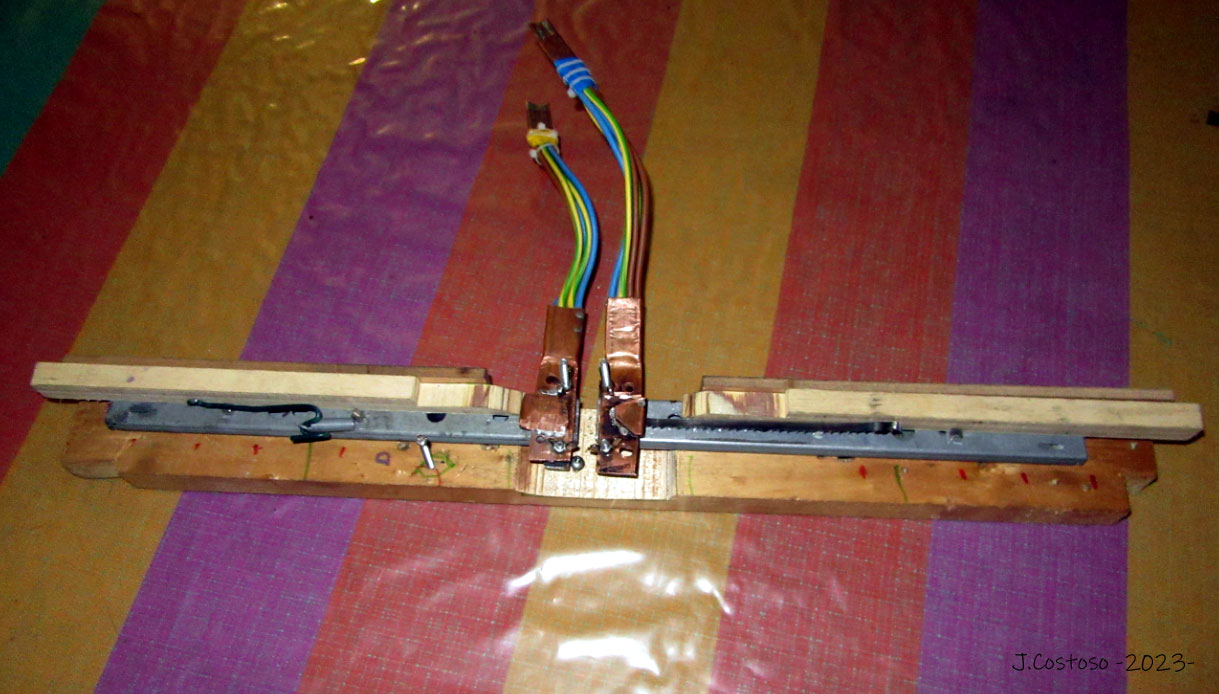
Résumé de mes expériences en soudure de lames de scie de petite largeur :
Il existe deux techniques pour souder les lames de scie : la technique électrique et la technique avec un chalumeau et une brasure à l'argent, généralement ou avec du laiton ou du cuivre. Il est important de préciser que pour les lames de scie à ruban large, adaptées aux scies industrielles, ces techniques conviennent.
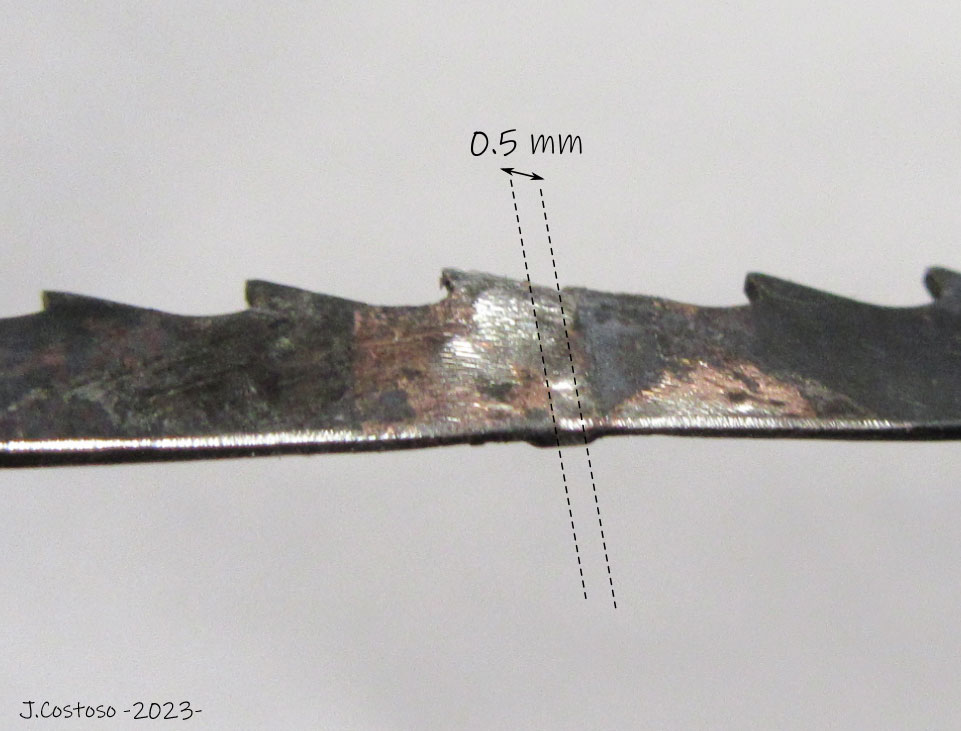
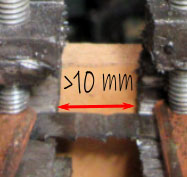
Cependant, pour les petites lames de scies de faible largeur (6 mm), aucune de ces deux techniques ne me satisfait complètement car une soudure convenablement solide nécessite une légère superposition des deux morceaux de la lame, ce qui entraîne, à l'usage sur la machine, des petits chocs à chaque tour, même après un bon meulage visant à maintenir la solidité de l'épaisseur au niveau de la soudure. Ces chocs persistent, provoquant non seulement un inconfort auditif ("toc toc") mais aussi la détérioration rapide de la lame, obligeant à couper le bois lentement. Pour des épaisseurs de bois supérieures à 15 mm, cela devient désagréable et, en cas de forçage, la lame casse souvent à un autre endroit que celui soudé.
Si l'on soude sans légère superposition, c'est-à-dire bout à bout, la lame n'est plus assez solide. En effet, il est pratiquement impossible, avec les moyens d'un bricoleur, de créer un contact parfait entre les deux bords à souder.
Donc,
Pour éviter les chocs à chaque tour et souder bord a bord de facon solide, il est nécessaire de mélanger les deux techniques précitées.
Voici les étapes que je suis pour obtenir un résultat convenable :
- Comme les lames de qualité de faible largeur sont généralement trempées, il est nécessaire de commencer par effectuer un revenu (une détrempe) sur les deux extrémités à souder, en les chauffant au rouge avec un chalumeau de plombier.
- Corriger au mieux avec une petite meule pour obtenir deux angles droits afin de faire coïncider au mieux bord a bord les deux morceaux de lame.
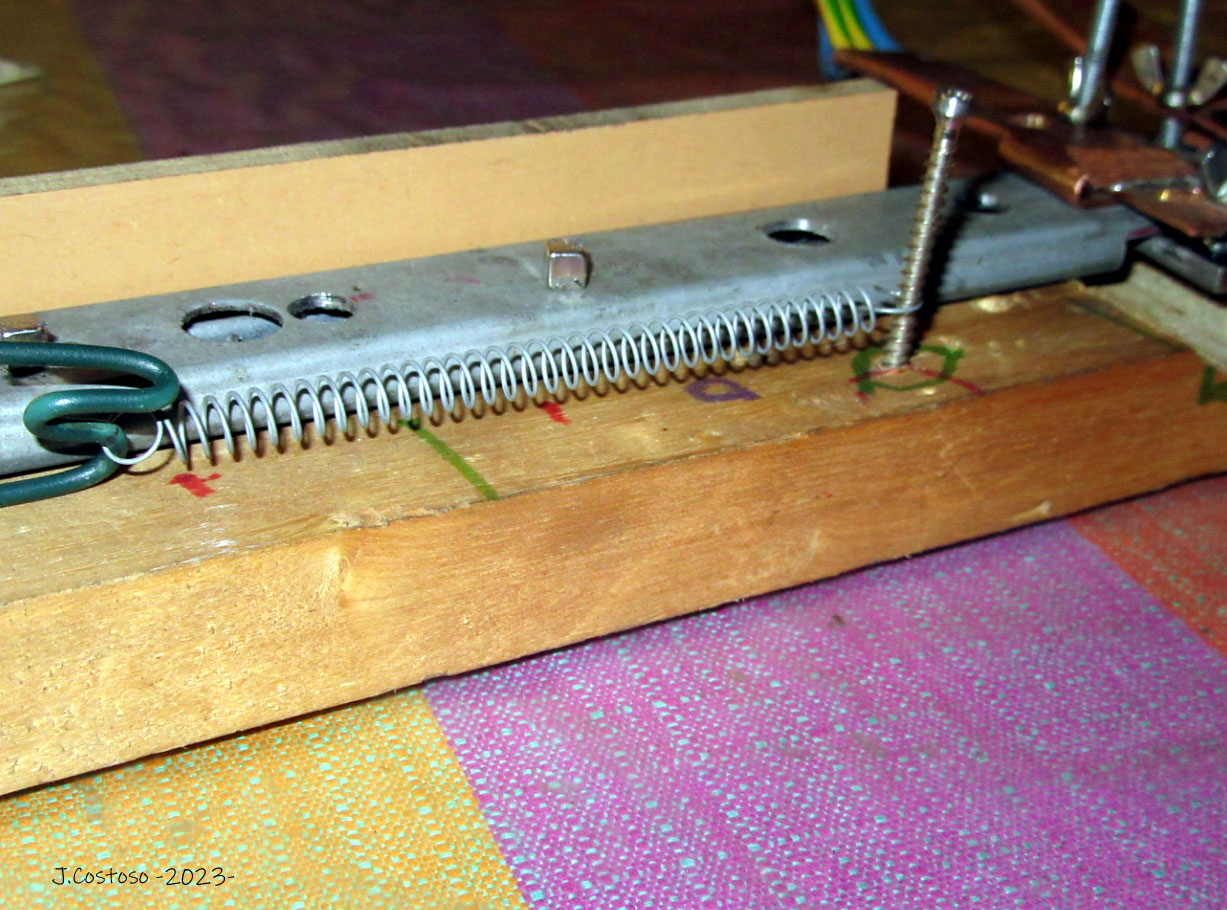
- Placer les parties à souder dans le dispositif (voir la vidéo ci-dessus).
- Ajouter un feuillet de cuivre entre les deux parties à souder.
- Mettre un demi-millimètre de déplacement du ressort.
- Souder et vérifier qu'il n'y a pas de superposition des deux parties de la lame.
- Refaire un revenu avec le chalumeau.
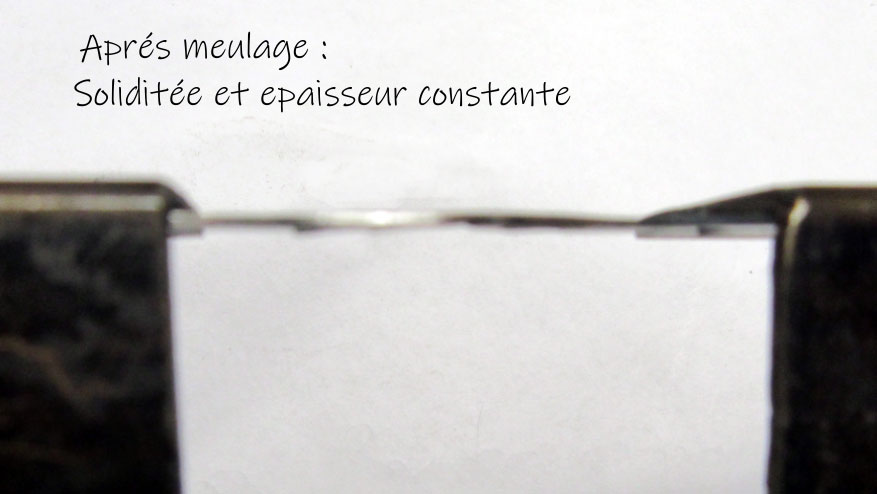
- Meuler.
Le fait de placer un feuillet de cuivre est inspiré de la technique de brasage au chalumeau et permet à l'électricité de fondre toute la tranche des côtés à souder tout en ajoutant ainsi un peu de matière.
Voici quelques photos illustratives :
20 27: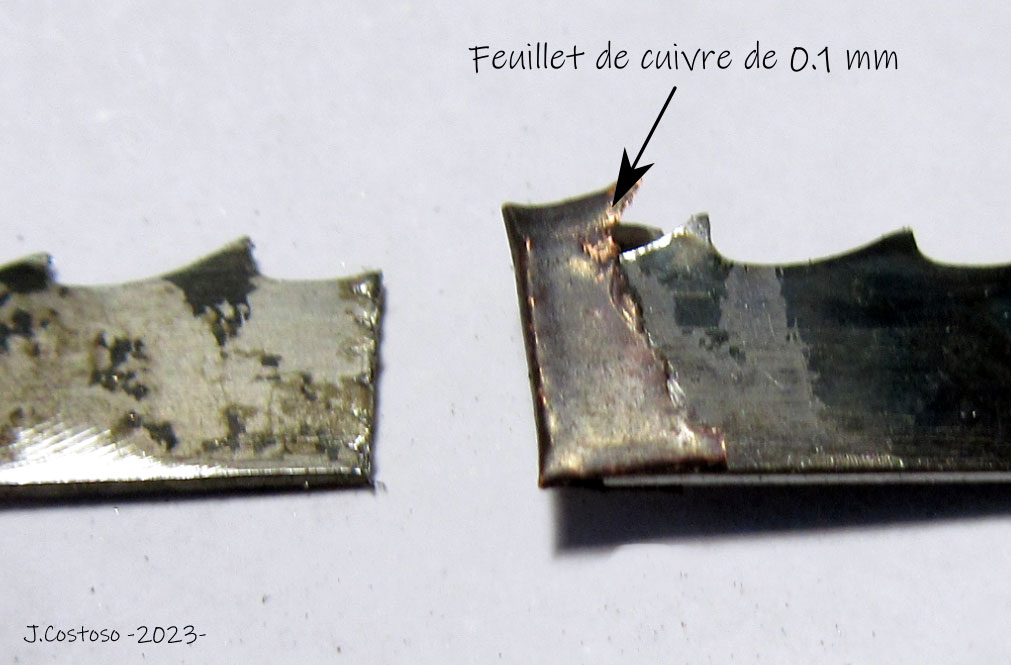
Hors ligne
#10 2025-11-18 23:05:45
Re : soudé une scie a ruban soudeuse micro onde
suite 2O25 ; https://costoso.net/forum/viewtopic.php?id=186
Hors ligne
Pages : 1
- ,
- [Bot] ClaudeBot
[ Générées en 0.036 secondes, 9 requêtes exécutées - Utilisation de la mémoire : 1.62 Mio (pic d'utilisation : 1.7 Mio) ]