C O S T O S O Forum
Unfortunately no one can be told what FluxBB is - you have to see it for yourself.
Vous n'êtes pas identifié(e).
- Contributions : Récentes | Sans réponse
#251 2015-01-12 18:36:39

#252 2015-01-12 18:43:04

#253 2015-01-12 18:44:20
#254 2015-01-12 18:48:54
#255 2015-01-13 18:56:25

#256 2015-01-16 16:52:51
Re : Mecanique d'une imprimante Delta 3D avec la soudeuse Jicer
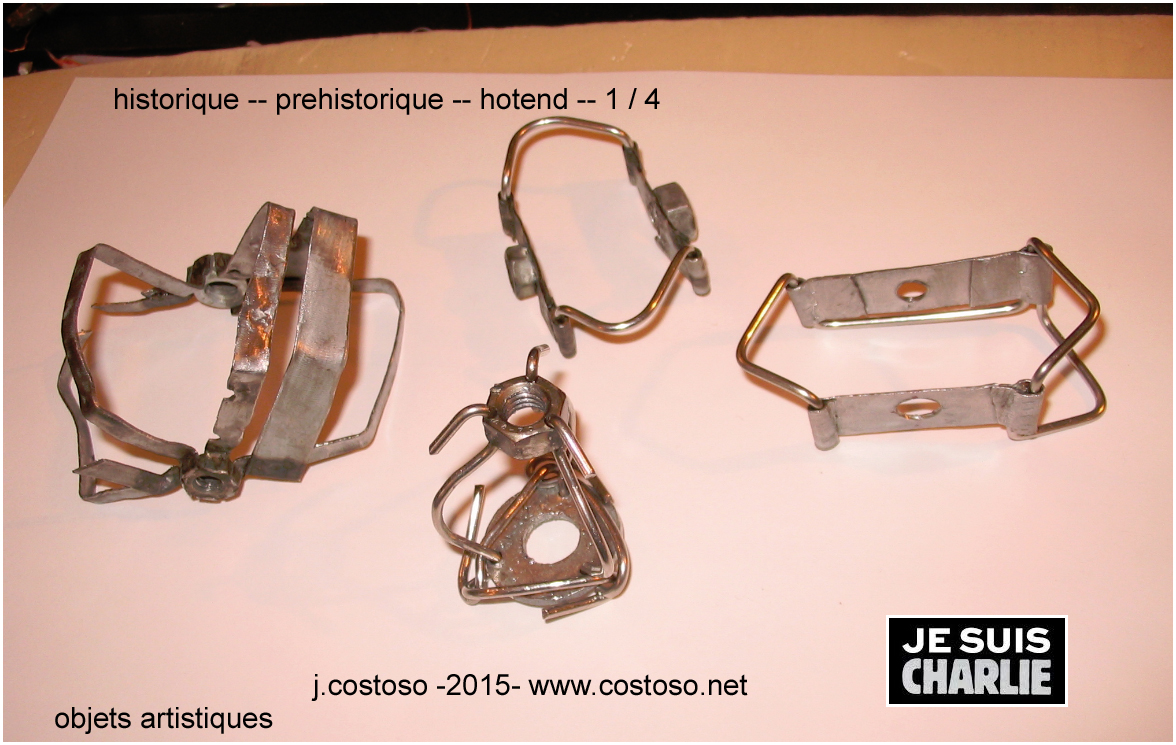
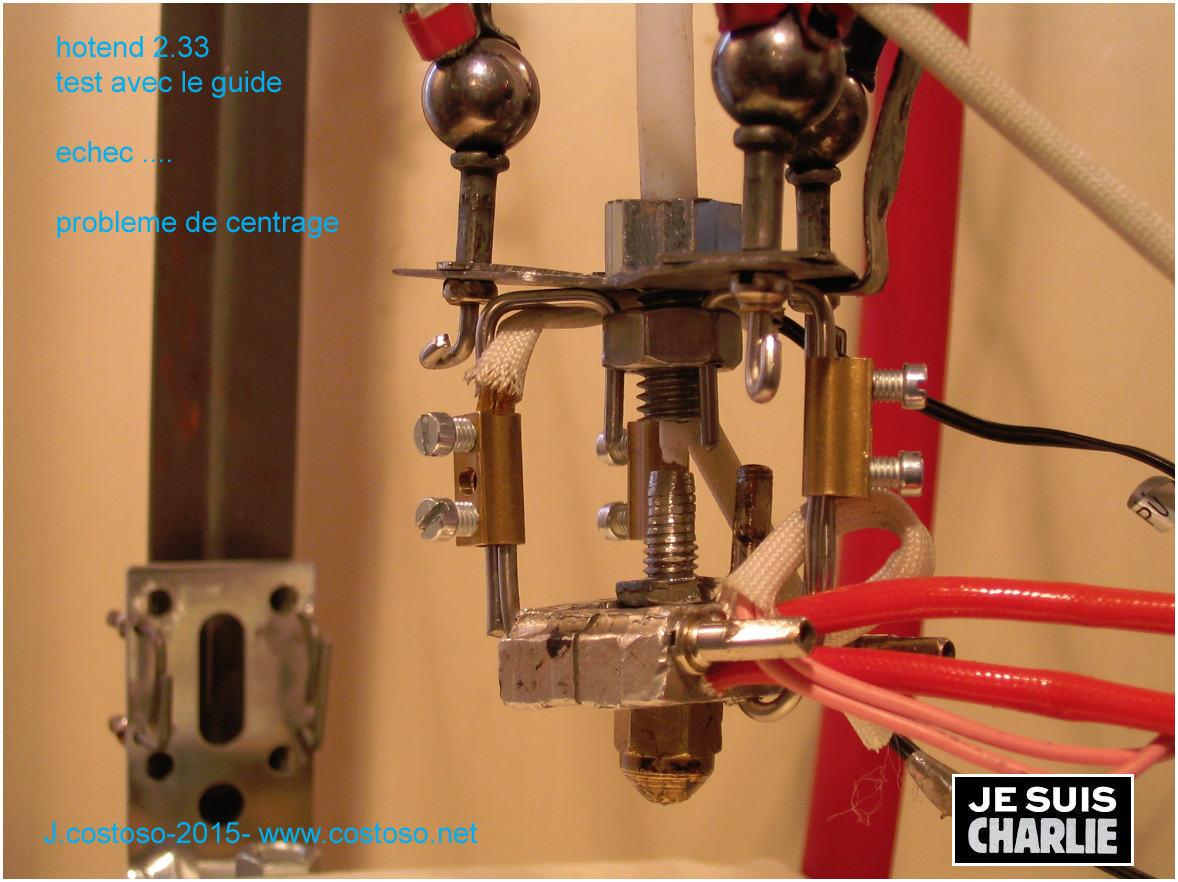
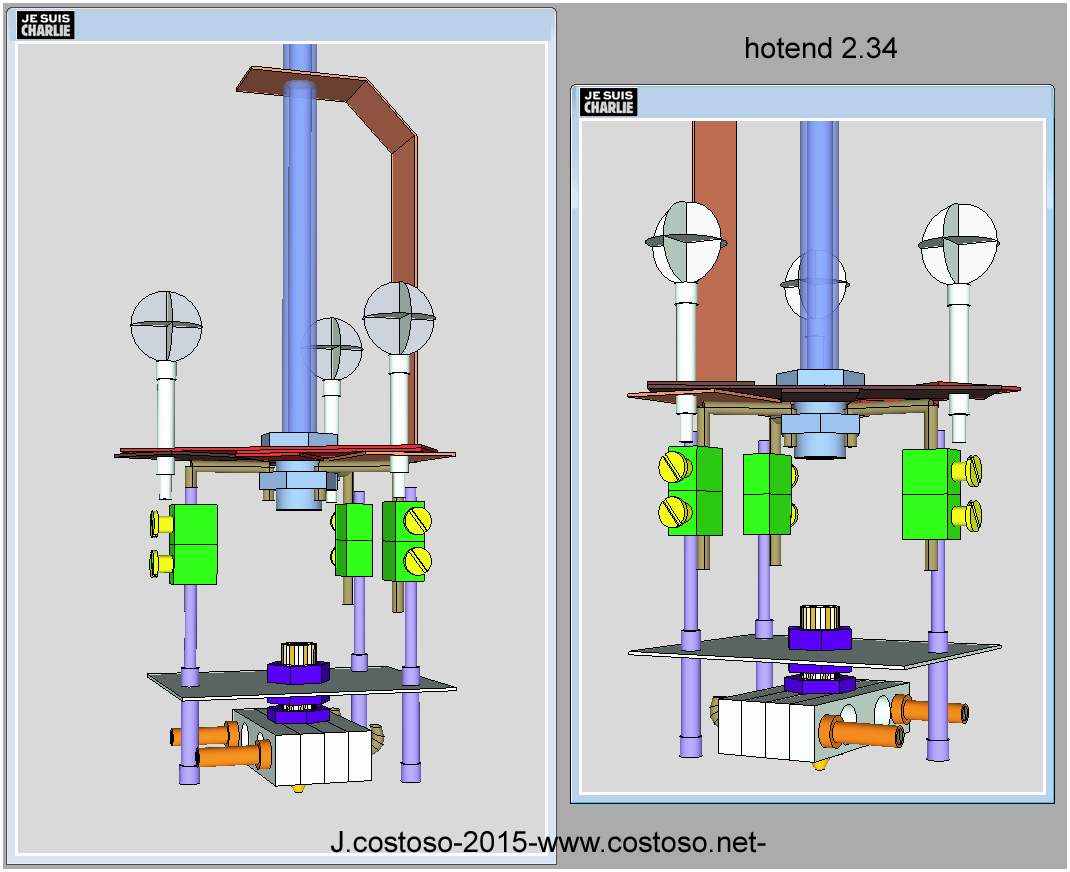
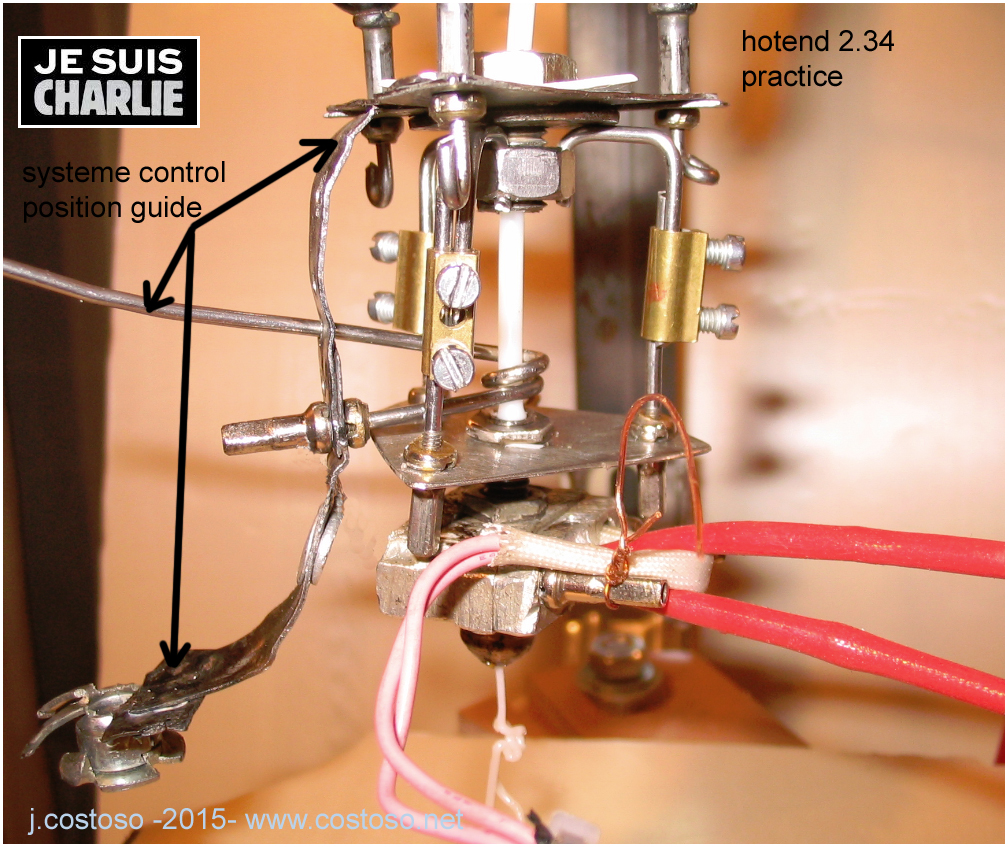
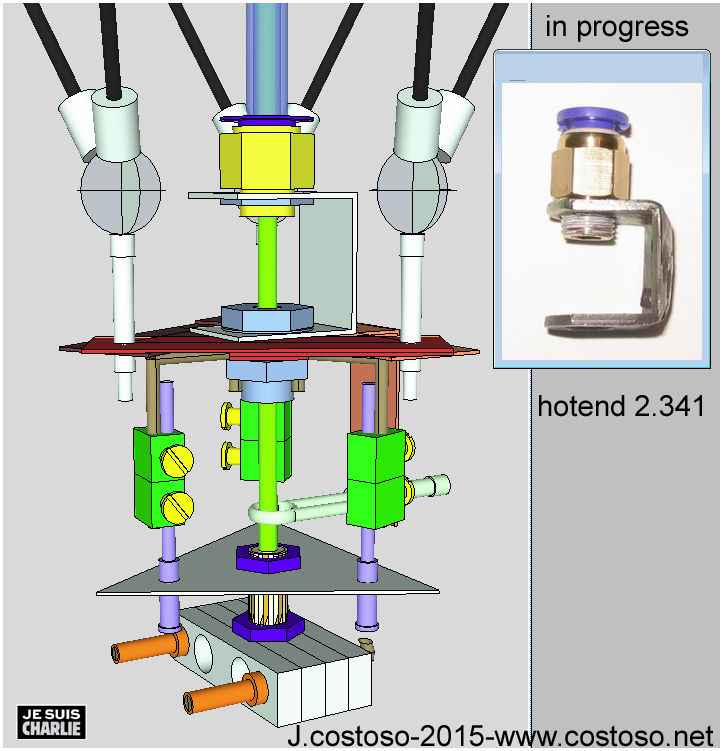
here is another hotend, I'll try,
If I can control the heat depending on the surface of the lower radiator
could be the solution?
The inlet temperature of the hotend could be low enough to keep the filament without melting?
and if I ventilate the upper surface of the radiator?
it is reasonable to perform this last test?
aquí es otro hotend, voy a probar,
Si logro controlar el calor en función de la superficie del radiador inferior,
podría ser la solución?
La temperatura a la entrada de la hotend podría ser lo suficientemente baja para mantener el filamento sin que derrite ?
y si ventilo la superficie superior del radiador ?
es razonable realizar esta ultima prueba ?
voila une autre hotend, que je vais tester ,
Si je réussi a contrôlé la chaleur en fonction de la surface du radiateur inférieur cela pourrai être la solution ?
La température a l'entrée de la hotend pourrai être suffisamment faible pour maintenir le filament sans qu'il ne fonde ?
et en ventilant la surface supérieure de radiateur ?
Est-ce raisonnable de faire ce dernier essai ?
Hors ligne
#257 2015-01-19 18:16:58
Re : Mecanique d'une imprimante Delta 3D avec la soudeuse Jicer
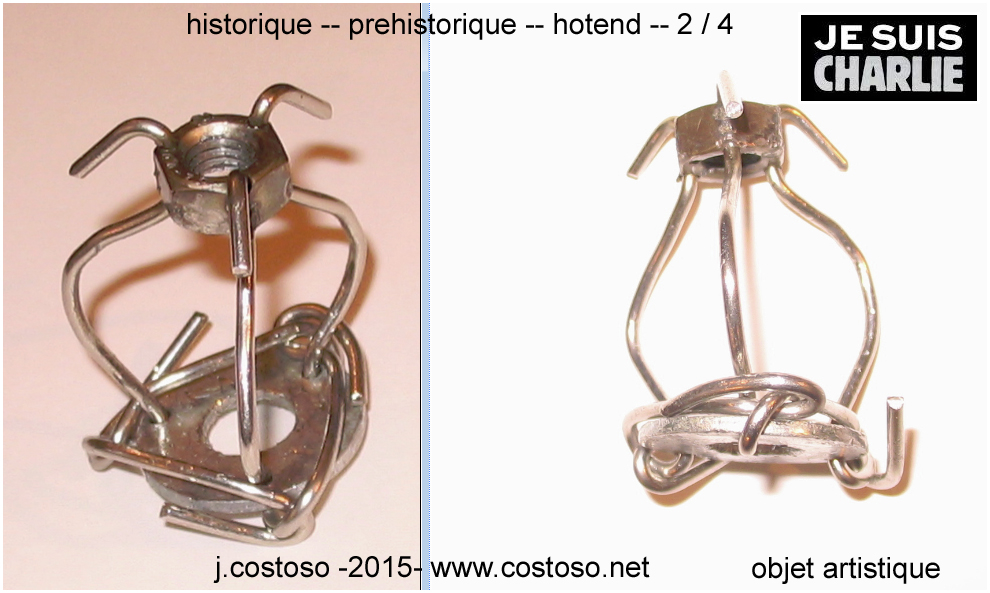
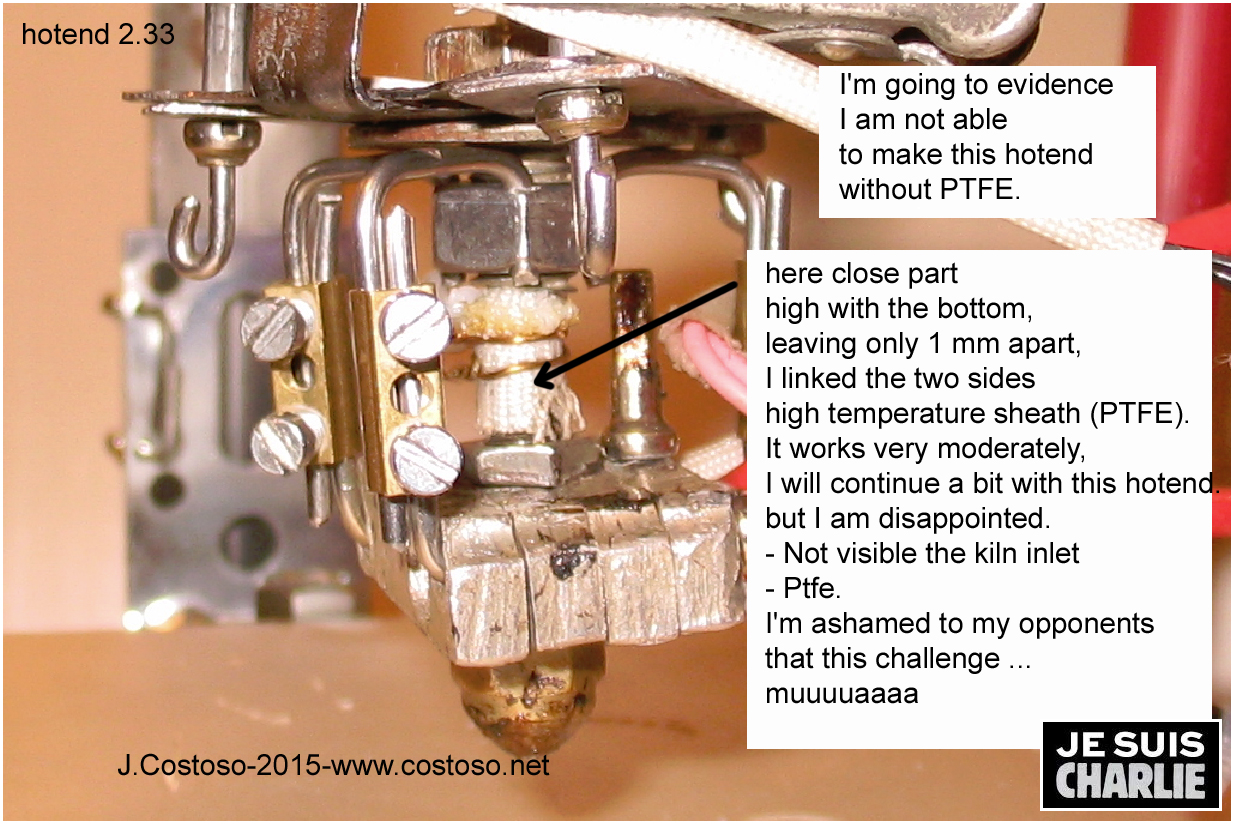
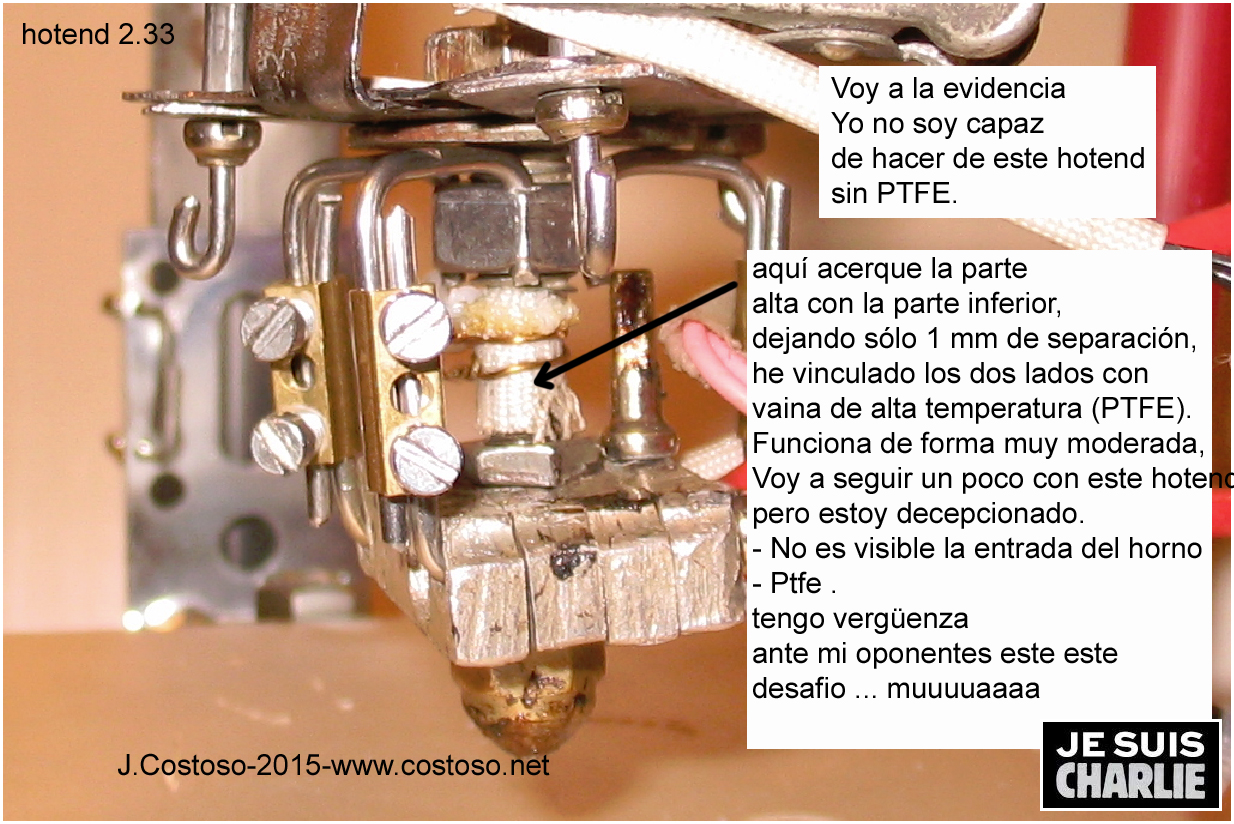
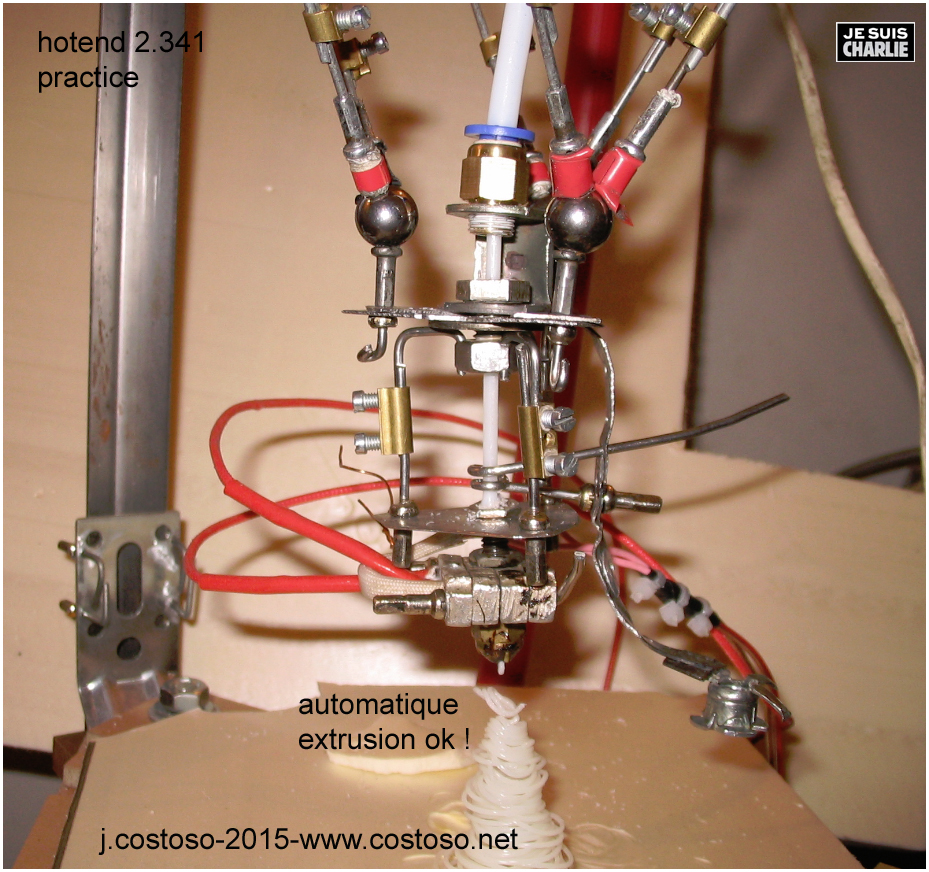
So here is my latest attempt:
finally works ... hand ... !!
The filament is not fused directly to the kiln inlet.
the act of pouring the filament can be interrupted and resumed with a moderate but steady force.
But with extruder mechanical strength is not enough ...
I think my bad extruder manufactured, slips...
as I do not have a physical signal as to what is the force required
It is a problem.
Is that the filament when driven by extruding could easily sink into an apple, for example?
if not I will have to return to the production of hotend.
regards
Así que aquí es mi último intento:
finalmente funciona ...a mano ... !!
El filamento no se funde directamente en la entrada del horno.
el hecho de verter el filamento puede ser interrumpido y reanudado con una fuerza moderada pero firme.
Pero con extrusora mecánica la fuerza no es suficiente...
creo que mi extrusora está mal fabricada, patina ...
como no tengo una señal física en cuanto a cuál es la fuerza requerida
Es un problema.
Es que el filamento cuando se maneja mediante la extrusión podría hundirse fácilmente en una manzana, por ejemplo?
si no tendre que volver a la fabricación de la hotend.
saludos
donc voila mon dernier essai :
il fonctionne enfin ...à la main...!!
Le filament ne flambe pas. et le coulage du filament peut être interrompu et repris avec une force moderée mais ferme.
Mais avec l'extrudeur mécanique la force n'est pas suffisante, je pense que mon extrudeur est mal fabriqué, il patine...
comme je n'ai pas de repère physique pour savoir quelle est la force nécessaire je suis embarrassé.
est-ce que le filament lorsqu'il est entraîné par l'extruder pourrait s'enfoncer facilement dans une pomme par exemple ?
sinon je devrai de nouveau interroger la fabrication de la hotend.
saludos
Hors ligne
#258 2015-01-20 18:22:55
#259 2015-01-21 18:19:48
Re : Mecanique d'une imprimante Delta 3D avec la soudeuse Jicer
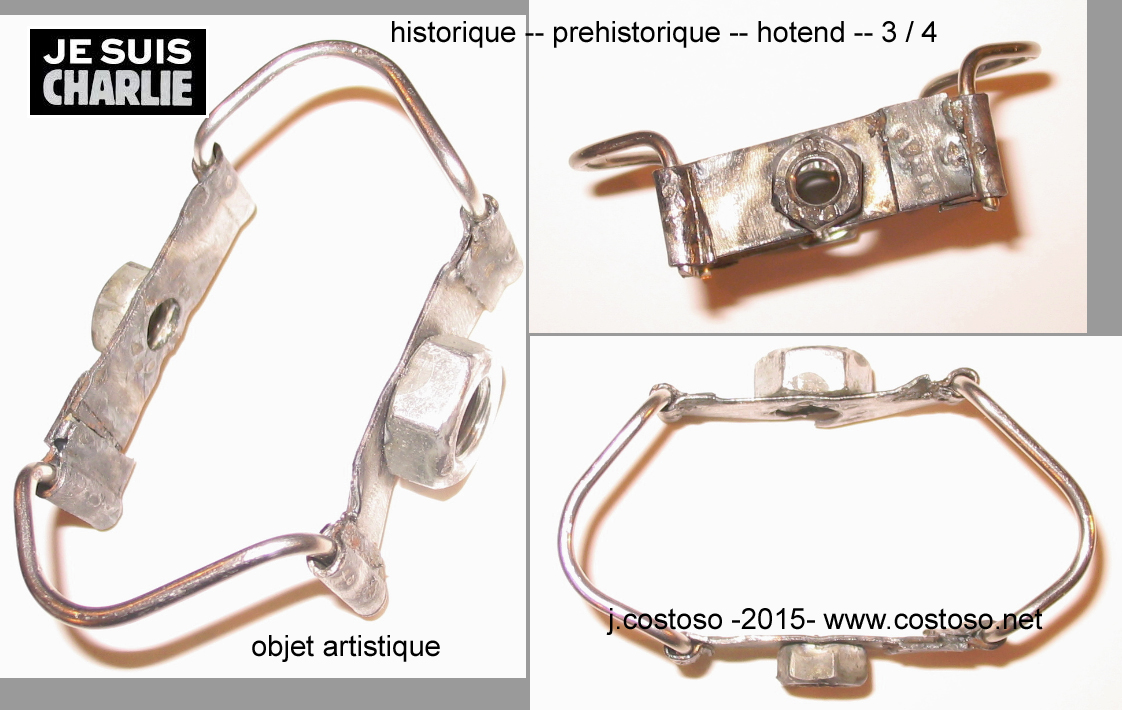
hotend finally works!
por fin funciona la hotend !
voila ouff ... ca marches !
still full of Focus
but soon I'll be able to take care of the heating table .. (I bought a ready table)
and flatness.
todavía queda por hacer
la tabla de calefacción .. (me compré una preparada) y la planeidad.
encore plein de mise au point
mais bientot je vais pouvoir m'occuper de la table chauffante..(j'ai achetée une table toute prête)
et de la planeitée.
Hors ligne
#260 2015-01-22 21:04:54
Re : Mecanique d'une imprimante Delta 3D avec la soudeuse Jicer
after adjustment firmware and Software (well documented in the net)
one video
después de ajuste de firmware y Software (bien documentado en la red),
un video
apres reglage du firmware puis du software (largement documenter dans le net)
une video
Hors ligne
#261 2015-01-22 21:07:12
Re : Mecanique d'une imprimante Delta 3D avec la soudeuse Jicer
if you do you're not asleep 
following video
si lo haces no estás dormido
siguiente vídeo
si vous ne vous êtes pas endormis
video suite
Hors ligne
#262 2015-01-22 21:09:31

#263 2015-01-22 21:12:48

#264 2015-01-22 21:14:55

#265 2015-01-22 21:16:05
#266 2015-01-24 21:11:16
Re : Mecanique d'une imprimante Delta 3D avec la soudeuse Jicer
good evening,
so all was well in the world's best,
I got the hot table,
when I thought ... 0.8 mm nozzle may be narrower.
Since I've learned to do with my minis holes mini forwarding broken drill
(Reminder)
buena noches,
así que todo estaba bien en el mejor del mundo,
estaba montando la plancha caliente,
cuando pense que ... la boquilla de 0,8 mm puede ser mas estrecha.
Ya que he aprendido a hacer minis agujeros con mi desvío de mini taladro roto
(Recordatorio)
bonsoir,
et bien tout allait pour le mieux dans le meilleurs des monde,
je montai la table chauffante,
lorsque je me suis dit que ... la buse de 0.8 mm etait peut etre un peu large.
Puisque j'ai appris a faire des minis trous avec mon détournement de dermel cassée
(rappel)

Hors ligne
#267 2015-01-24 21:20:27
Re : Mecanique d'une imprimante Delta 3D avec la soudeuse Jicer
making a hole of 0.5 mm in a domed cap nut 6 mm.
It is more accurate than the method " hammer on the nozzle."
I think I can go much smaller - 0.2 mm sour
haciendo un agujero de 0,5 mm en una tuerca tapa abovedada de 6 mm.
es más preciso que el método "de darle con un martillo en la boquilla."
Creo que puedo ir mucho más pequeño - 0.2 mm seguro
Me voila partie pour faire un trou de 0.5 mm dans un écrous borgne 6 mm.
c'est plus precis que la methode "taper au marteau sur la buse" .
et je pense que je peu aller beaucoup plus petit--> 0.2 mm surrement.
Hors ligne
#268 2015-01-24 21:29:24
Re : Mecanique d'une imprimante Delta 3D avec la soudeuse Jicer
finally
amount the system ... and catastrophe! does not work!
The balance found by hazar with 0.8 mm nozzle should be revised to
a nozzle of 0.5 mm ..
- Distance from the kiln inlet
- Size of the radiator
- cooling
with which I observe and keep the precious nozzle 0.8
I study the system with 0.5 mm nozzle
maybe find a linear scale between "do not know" and the diameter of the nozzles ...
No rush !! what !! one day worked (maybe) ... lol
finalmente
monto el sistema ... y catástrofe! no funciona !
El equilibrio encontrado por hazar con 0,8 mm de la boquilla debe ser revisado para
una boquilla de 0.5 mm..
- Distancia de la entrada del horno
- Tamaño del radiador
- refrigeración
con lo cual observo y guardo preciosamente lo de la boquilla de 0,8 y
me estudio el sistema con la boquilla de 0.5 mm
quizas encuentre una escala lineal entre "no se que" y el diámetro de las boquillas ...
No hay prisa !! qué !! una dia funcionara (quizas) ... lol
finalement
je monte le tout ... et la catastrophe ! cela marche plus !
l’équilibre hasardeusement trouvé avec la buse de 0.8 mm doit être revus ..
- distance de l'entrée de four
- taille du radiateur
- refroidissement
donc je note et garde précieusement ce que j'ai fais pour la buse 0.8 et je me lance dans la même chose avec la 0.5 mm
j'etablierai peu être une règle linéaire entre 'je ne sais quoi" et le diamètre des buses ...
Faut pas être presser !! quoi !! y pas le feu ... lol
Hors ligne
#269 2015-01-24 21:34:36
Re : Mecanique d'une imprimante Delta 3D avec la soudeuse Jicer
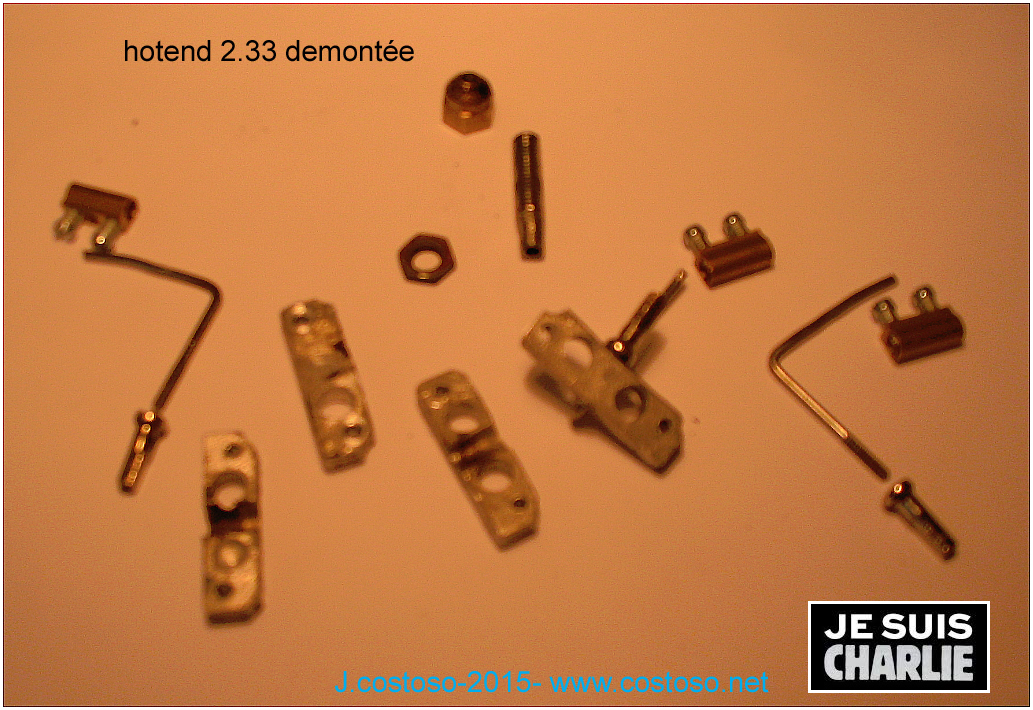
slope
that's how I drill rod hotend:
make a hole in a threaded rod 4 cm (with my shit drill).
pendiente
así es como perforo la varilla del hotend :
hacer un agujero en una varilla roscada de 4 cm ( con mi taladro de mierda).
en attendant
voila comment je perce mes tige filetée :
faire un trou dans une tige fileté sur 4 cm ( apres ca marches plus avec ma perceuse de merde ).

dans l'images suivant l'ecrous est fendu :


Hors ligne
#270 2015-01-25 20:48:11
#271 2015-01-26 18:34:19
Re : Mecanique d'une imprimante Delta 3D avec la soudeuse Jicer
Hors ligne
#272 2015-01-26 18:34:41
Re : Mecanique d'une imprimante Delta 3D avec la soudeuse Jicer
Hors ligne
#273 2015-02-11 18:55:58
Re : Mecanique d'une imprimante Delta 3D avec la soudeuse Jicer
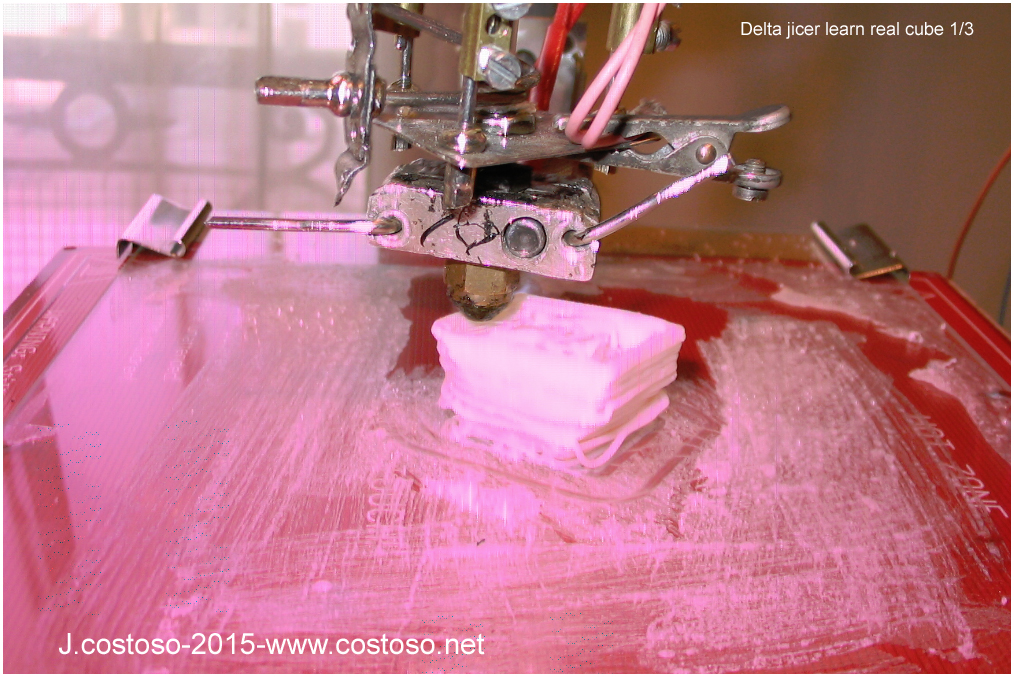
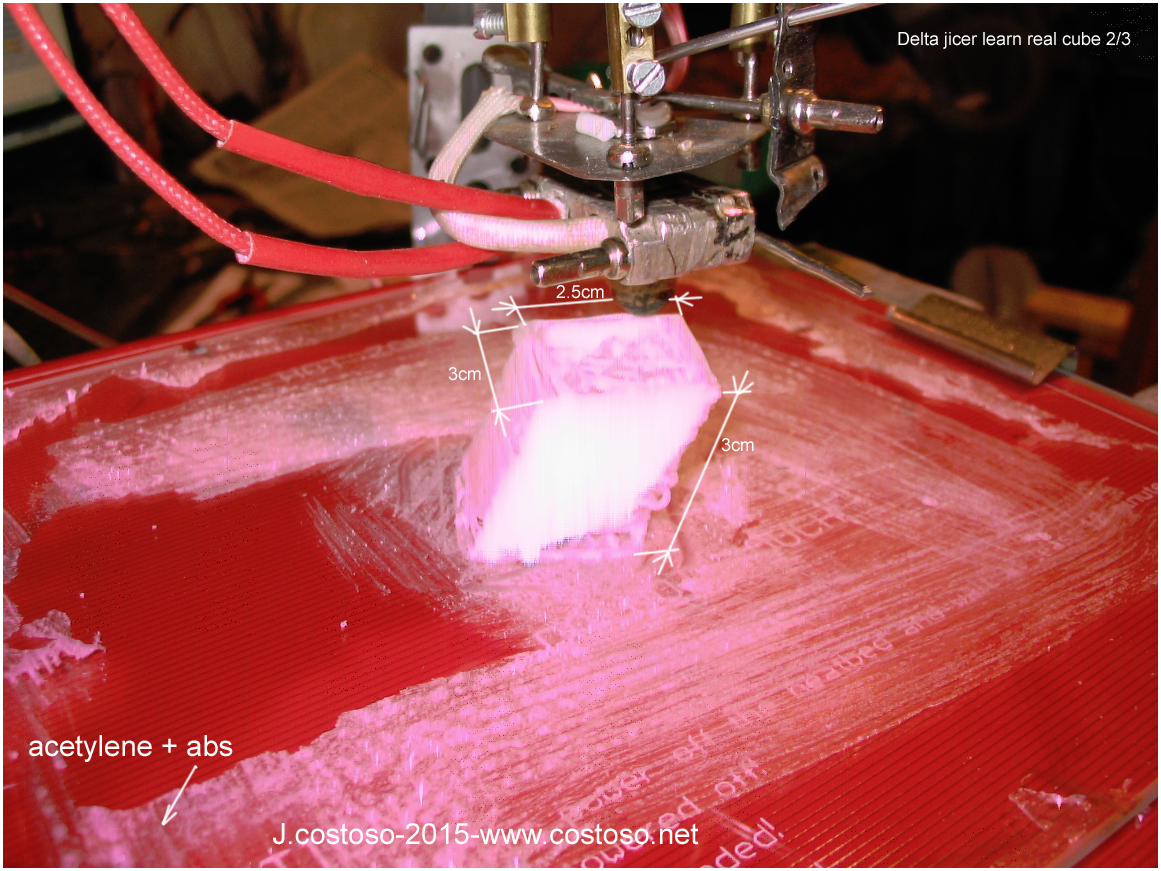
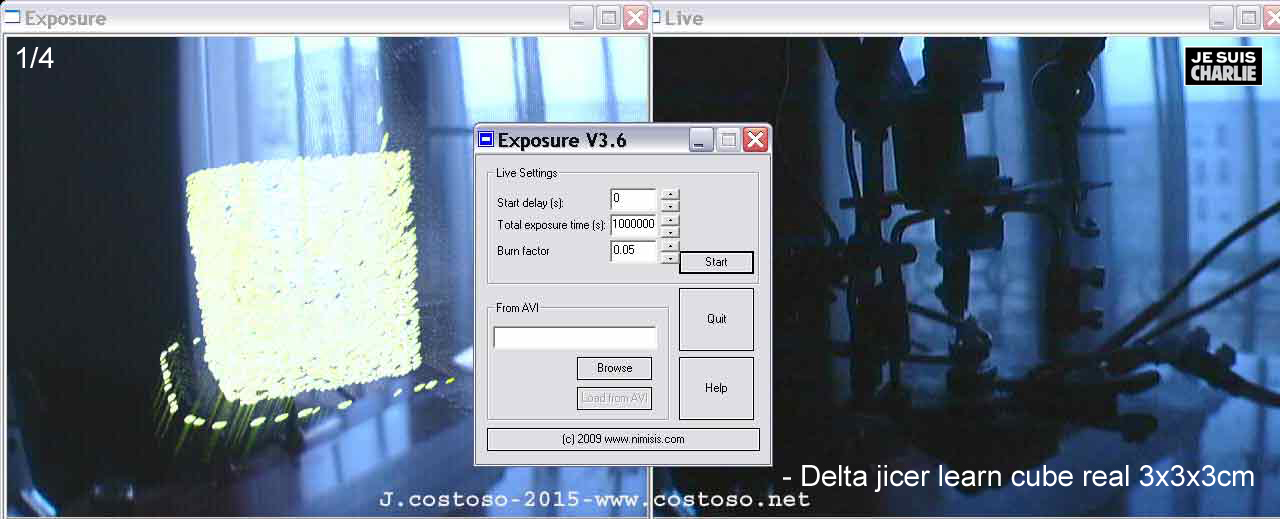
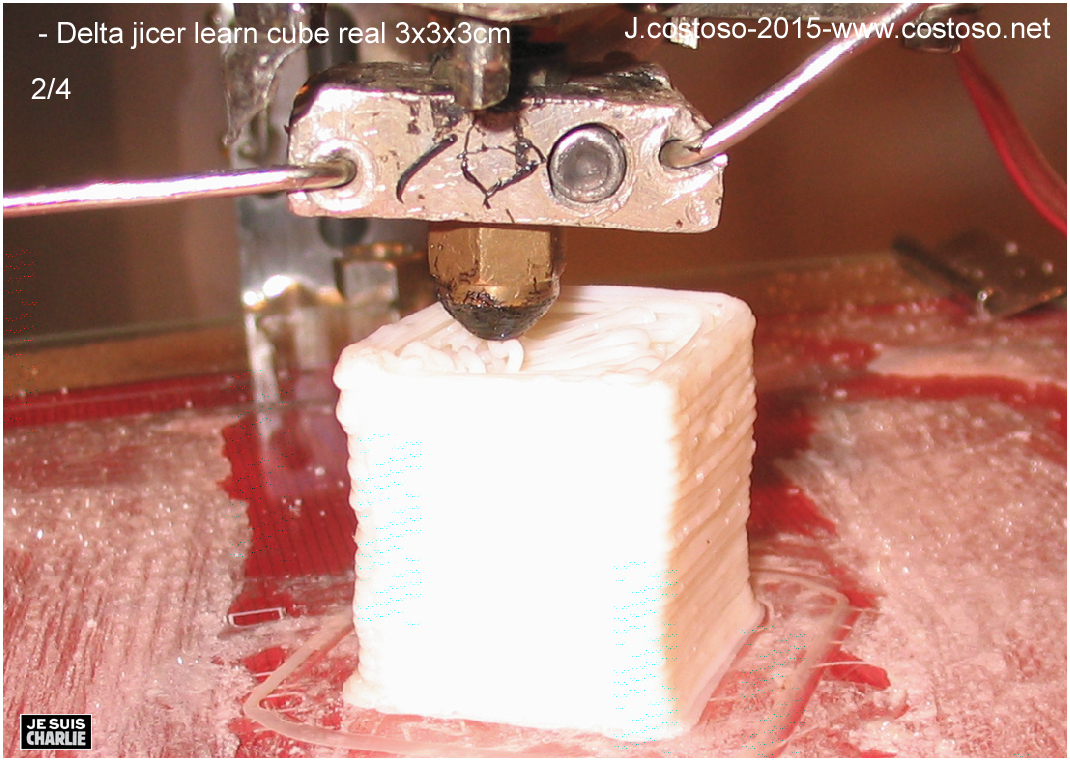
I did a test for a real cube that you can see here:
Hice una prueba para un cubo real que se puede ver aquí:
j'ai fait un essais pour un cube reel que vous pouvez voir ici :

Hors ligne
#274 2015-02-11 18:59:01
Re : Mecanique d'une imprimante Delta 3D avec la soudeuse Jicer
and two videos:
y dos vídeos:
et deux videos :
http://www.youtube.com/watch?v=nda5tYHsL5U
http://www.youtube.com/watch?v=WET-lrfi3sY
even if the result is bad (but look where it comes from this project)
I welcome this outcome intermediary
incluso si el resultado es malo (pero hay que ver de donde viene este proyecto)
Me complace este resultado intermediario
même si une mauvaise allure du resultat (mais vue d'ou je tire se projet),
je ne suis satisfait de se resultat intermediaire
Hors ligne
#275 2015-02-17 18:48:22
Hors ligne
- ,
- [Bot] ClaudeBot
[ Générées en 0.030 secondes, 7 requêtes exécutées - Utilisation de la mémoire : 1.71 Mio (pic d'utilisation : 1.79 Mio) ]